| (Service Hotline) 0519-86365509 |
| (Service Hotline) 0519-86365509 |

Contact: Shi Lijie +86 15851987186 (same number on WeChat)
Shi Jianlin +86 13806110378 (WeChat account)
Q Q: 657352779
Production room telephone: +86 519-86358076
General Manager Tel: +86 519-86365509
Fax: +86 519-86365069
E-mail: 657352779@qq.com
Website: en.czxmzc.com
Address: No. 98, Weijiaqiao, Niutang Industrial Park, Wujin District, Changzhou City
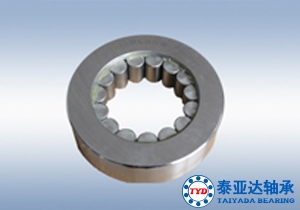
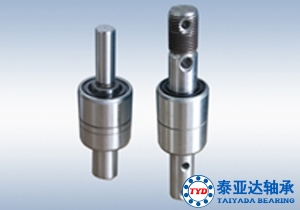
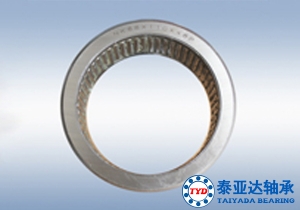
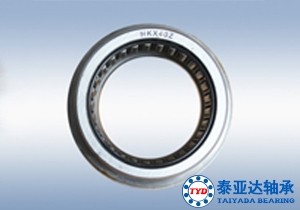
The device is fully loaded with needle roller bearings. Usually, an auxiliary sleeve is used to stop. At this time, the auxiliary roller or auxiliary sleeve supports the needle to prevent the needle from falling out. The shaft journal lifts the needle with its own chamfer. The needle bearing slowly moves inward on the journal, and the auxiliary roller or auxiliary sleeve gradually withdraws until it is installed in the working position. The outer diameter of the auxiliary roller and auxiliary sleeve should be 0.1-0.3mm smaller than the shaft diameter. When installing, first coat the inner and outer surfaces of the bearing outer ring with smooth grease, and place the needles close to the inner and outer surfaces (there should be a gap when the last needle is inserted), and then replace the auxiliary roller of the journal or the inner ring of the bearing. Or push the auxiliary sleeve into the outer ring hole, and align its end face with the end face of the device shaft or the end face of the bearing inner ring that has been installed on the shaft, and then use a press or a hand hammer to apply pressure. Needle roller bearings can also be installed in this way. The outer diameter of the auxiliary sleeve is coated with a thin layer of smooth oil, and then it is inserted into the outer ring of the bearing so that the auxiliary sleeve and the outer ring of the bearing form an annular hole, and then needle rollers are installed in the annular hole. After installing the needle roller, use the working shaft to push out the auxiliary sleeve. Regarding needle roller bearings without inner ring or outer ring, when installing, apply a thin layer of smooth grease to the rolling surface of the shaft or housing hole, and place the roller needles on the smooth grease of the device in turn. There should be a gap when placing the last needle. The gap should be 0.5mm on the circumference of the needle bearing. It is not possible to hard squeeze the last needle in, or to install one less needle, because the bearing will be stuck and cannot rotate during hard squeezing; when there is less installation, the gap is too large, and it is easy to cause the needle roller to occur when the bearing is running. Twisting and breaking. Regarding needle roller bearings with a stamped outer ring, since the outer ring wall is very thin, if the needle roller bearings do not require a hammer to beat the device, a press should be used to press in.