| (Service Hotline) 0519-86365509 |
| (Service Hotline) 0519-86365509 |

Contact: Shi Lijie +86 15851987186 (same number on WeChat)
Shi Jianlin +86 13806110378 (WeChat account)
Q Q: 657352779
Production room telephone: +86 519-86358076
General Manager Tel: +86 519-86365509
Fax: +86 519-86365069
E-mail: 657352779@qq.com
Website: en.czxmzc.com
Address: No. 98, Weijiaqiao, Niutang Industrial Park, Wujin District, Changzhou City
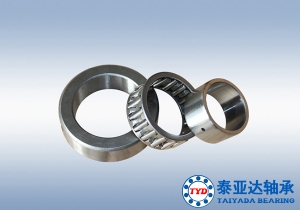
For general and conventional automobile water pump shaft bearings, the material selected is steel, including steel ball rollers, outer rings, shafts and other materials are all high-carbon chromium bearing steel (GCr15). High-quality bearing steel undergoes vacuum deoxidation, electromagnetic stirring, and has less oxide content. Therefore, it can withstand large contact compressive stress while also withstanding large high variable tensile stress. After the bearing steel is heat-treated, the raceway hardness of the shaft is generally 58-62HRC. The hardness of the steel ball and roller is 61-65HRC, and the hardness of the ring raceway is 60-64HRC.
When the outer ring of the car water pump shaft bearing is made of carburized bearing steel, the hardness of its raceway is 60-64HRC.
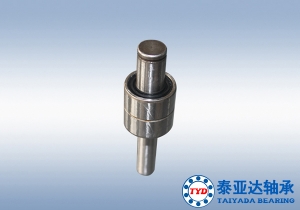
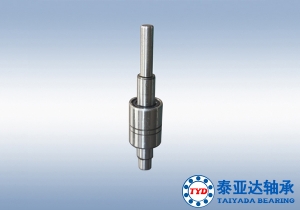
The automobile water pump is a key component in the engine cooling system. The automobile water pump inputs torque through the pulley at one end of the water pump bearing, and then drives the impeller at the other end to rotate. In order to adapt to the development of high-efficiency and high-power engines, higher requirements are put forward for the performance of water pump bearings.
The common failure modes of water pump bearings are corrosion, peeling, fracture and grease leakage. Among them, the most harmful is fracture. Therefore, it is very necessary to analyze the failure mode of fracture and formulate corresponding preventive measures.
When assembling automotive water pump bearings, equal pressure must be applied to the circumference of the end face of the ring, and then the ring should be pressed in to avoid direct hitting of the end face of the bearing with tools such as shank head and damage the bearing.
When the interference of the water pump bearing is large, the bearing can be installed by oil bath heating or induction heating (the heating temperature range is 80℃-100℃, and the highest can not exceed 120℃). At the same time, in order to prevent the bearing from shrinking in the width direction after cooling and causing a gap between the ferrule and the shaft shoulder, nuts or other appropriate methods are used to fasten the bearing.
When the interference of the water pump bearing is small, hit the sleeve with the head, and press the ring in evenly through the sleeve (when pressing in, ensure that the end face of the outer ring and the end face of the housing shoulder (can be at room temperature) Press the end face of the bearing ring with a sleeve, and press the end face of the inner ring against the end face of the shaft shoulder, and no gap is allowed). A hydraulic press can be used to install large quantities of water pump bearings.